Nanotech
For Sale : Steel Anchor
Destination
Thermal engines
History and believes
As a passionate drawer from birth, I have always wanted to protect the ideas that come to me by sketching them. In class, I would observe how ideas were passed on from drawing to drawing. I tried to protect my ideas, but here is an explanation as to why this was almost impossible where I grew up. Having grown up speaking several languages (English, French and German), Marc chose to follow a three-dimensional path: a more complex, energy-demanding and practical path which has occupied the biggest part of my life. After my early years at college, I decided to pause my studies and consider other options, such as an apprenticeship (more practical). I was determined to combine theory and practice. I therefore opted for a four-year practical course at the IDM in Thun, alongside which I completed years of training. The teaching I received was of exceptional quality, and applying the theories directly to business was particularly enriching. Finding the right balance between theory and practice is one of the key points that will be crucial for future industries like Solid Assembly.
My professional approach, which was recognized with the 'Best Builder of the Year 2018' award in the canton, has always been driven by a principle of strategic independence. This philosophy stems from a core question: what unique advantages can we leverage? For this region, key strengths include our geographic position and multilingual talent.
The initiative aimed to establish a collaborative platform to evolve the concept of neutrality for the modern era. While this specific project did not ultimately reach its full objectives, it provided invaluable insight into the challenges of modern security, particularly in an era of digital mapping (what I call a virtual real-world copy) and interconnected systems.
This experience has directly informed my current focus: developing practical solutions for true technological independence. My background in heavy vehicle construction has led me to pioneer a new vehicle platform designed with open-source, verifiable hardware and software to ensure operational security. I am happy to share the detailed plans upon request."
The central objective for 2035 is to pioneer the development of personally tailored vehicles that set new benchmarks in longevity, safety, and operational efficiency. The aim is to empower individuals with transportation that is not only exceptionally durable but also optimally reliable, ensuring confidence of travel and timely arrivals.
Comments
Practical result 2024 the Independent Star: your point, our passion, the steel life changing chassis
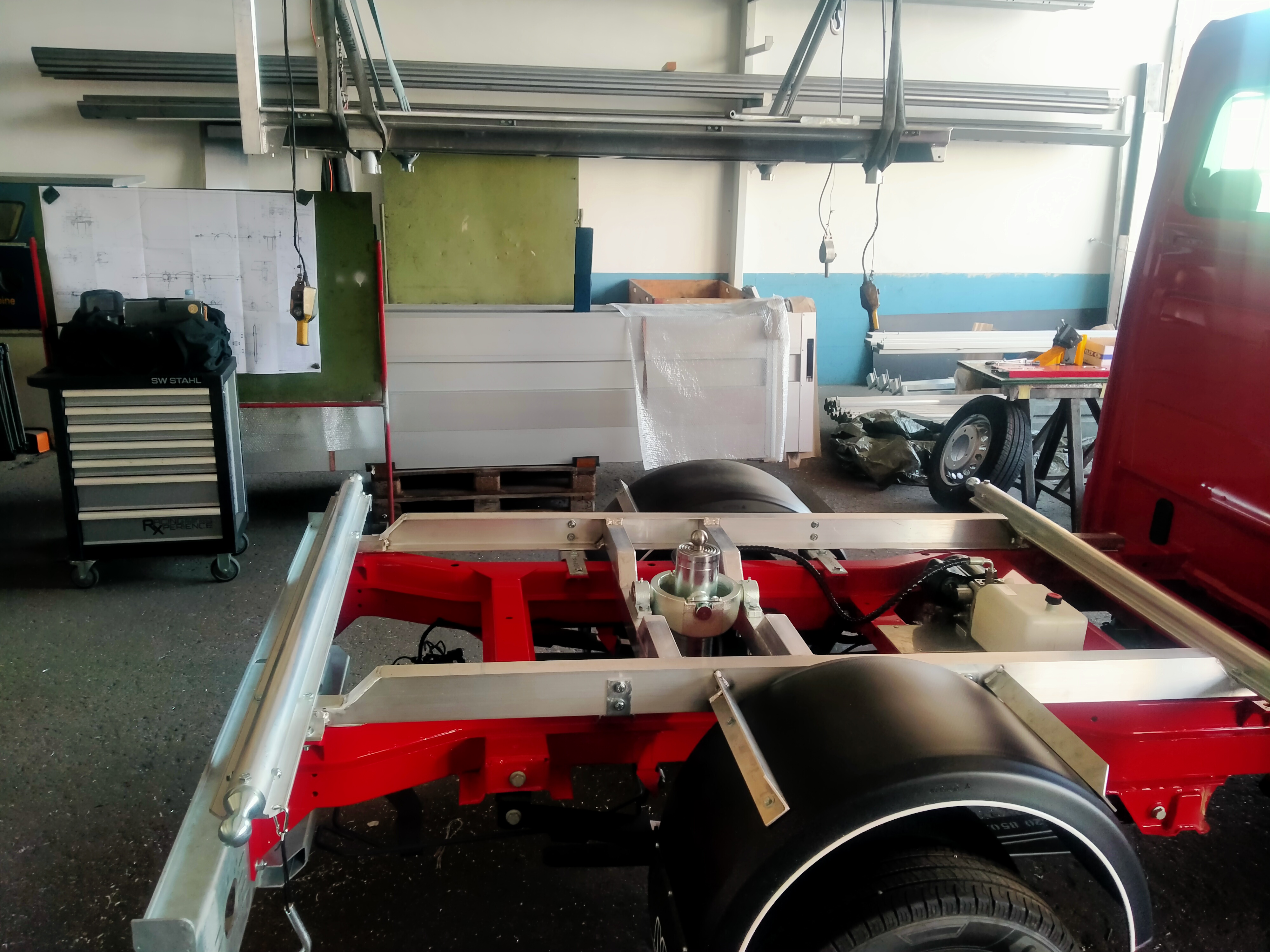
For this project, precise plans were made with the help of truck manufacturing companies. Then they were applied in practice. The most delicate and critical phase in the life of a truck is determined from the moment of mounting. A secondary frame for a Scania truck was produced. This structure is mounted on the truck and supports a crane and a fifth wheel. These two elements are then bolted to the chassis. This is a task that requires very agile and precise hands. First, the steel plates are laser-cut to size and drilled with specific holes for screw diameters larger than 14 mm (0.55118 inches). Next, the main arms are bent and welded using the MAG (Metal Active Gas) welding process. It is important to weld the central crosses first in order to minimise expansion after welding. Rotating the central structure to improve access to the weld is challenging due to its size. Finally, the central elements are put in place, as shown in the photo below.

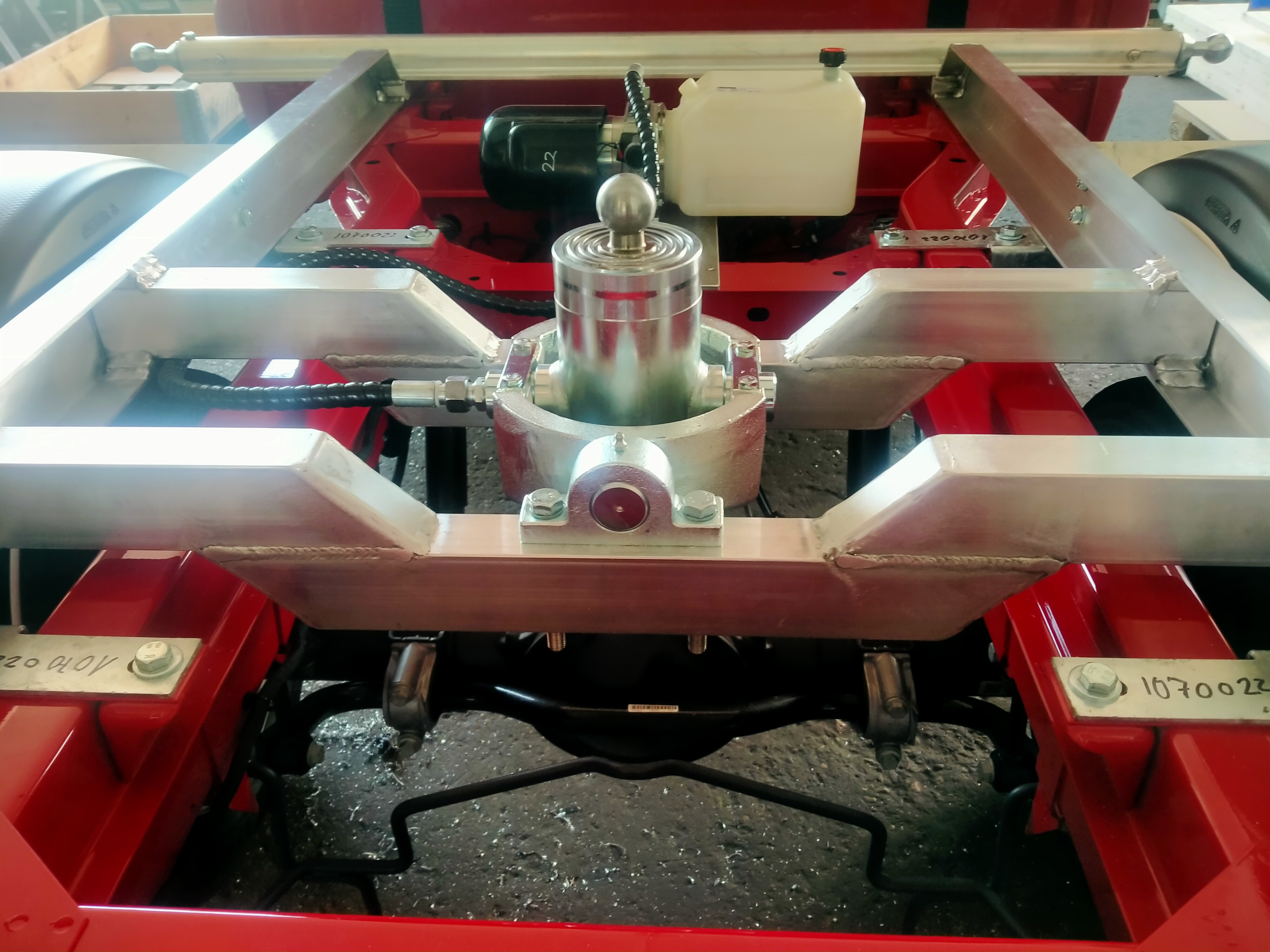
After welding, the dimensions of each piece had to be checked to ensure they were correct to within a millimetre. Finally, support cylinders for the crane were welded to the chassis — see the photo below. During the welding process, the structure heated up and the chassis deformed due to dilatation. This distortion was corrected by reheating the chassis in specific spots (it is useful to make a sketch beforehand). Once the dimensions of the structure had been verified, the chassis was ready for painting. Once painted and taking the paint thickness into consideration, one of the final steps was to bolt the frame to the truck.
| Material | Steel products, circular steels, screws, steel cylinders |
| Tools | cutting pliers, screwdrivers, metal saw, hammer, angle grinder, steel cutting machine, welding machine |
| Manufacturing | 1600 hours |
| Usage | septembre 2024 until today |
| Difficulties | Welding at high humidity levels |
Practical result 2023 Aluminum Truck chassis
A secondary chassis for a Mercedes-Benz truck has been manufactured. This structure is mounted on the truck and provides support for an aluminium tipper body. The two elements are then fitted to the chassis. First, the aluminium profiles are cut to size and drilled. Then, the main arms are welded (MIG). Then, the central elements are put in place (see photo below). Cleaning the aluminium elements of oil and grease was a time-consuming task. This step was necessary before the components could be welded together.
Underneath, there is a close-up of the hydraulic system that is responsible for lifting the tipper body. There are three main components: the oil tank, the pump and the cylinder. You can also see the horizontal MIG (Metal Inert Gas) welding, where the pieces were carefully melted together.
| Material | Aluminium products, screws, steel cylinders |
| Tools | Crane, welding tools, side cutting pliers, screwdrivers, metal saw, hammer, angle grinder, Aluminium cutting machine |
| Manufacturing | 50 hours |
| Usage | May 2023 until today |
| Difficulties | Welding some aluminum spots |
Practical result 2018 High quality Truck chassis
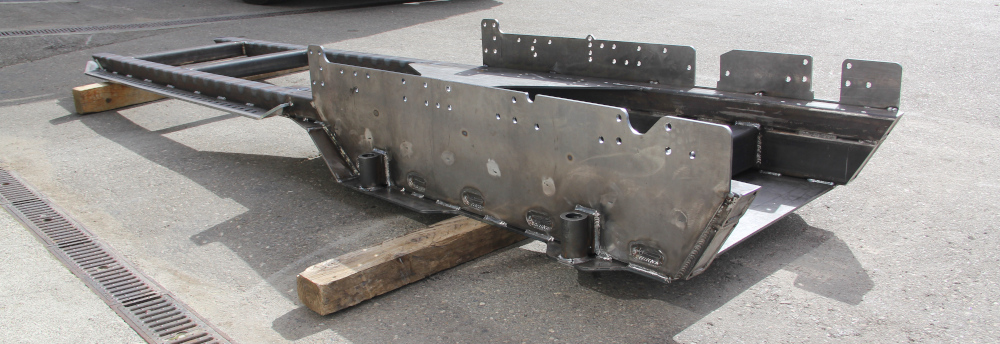
Another secondary chassis for a Scania truck has been manufactured. This structure is mounted on the truck and provides support for a crane and a fifth wheel coupling. These two elements are then screwed onto the chassis. First, the steel plates are cut to size and drilled. Next, the main arms are bent and welded using the MAG (Metal Active Gas) process. Then, the central elements are put in place (see photo below). Cleaning the steel elements of oil and grease, which were present at the time of delivery, was a time-consuming task. This step was necessary before the components could be welded together.

After welding, the dimensions of each piece had to be checked to ensure they were correct to within a millimetre. Finally, support cylinders for the crane were welded to the chassis (see photo below). During the welding process, the structure heated up and the chassis deformed due to dilatation. This distortion was corrected by reheating the chassis in specific areas. Once the dimensions of the structure had been verified, the chassis was ready for galvanisation (see photos below).





| Material | Steel products, circular steels, screws, steel cylinders |
| Tools | Crane, welding tools, side cutting pliers, screwdrivers, metal saw, hammer, angle grinder, steel cutting machine, steel holing machine |
| Manufacturing | 40 hours |
| Usage | May 2018 until today |
| Difficulties | Moving the 500 kg structure in the workshop |
Contact or Pricing demand
+41 79 506 94 99
Convinced? Do you need a custum made vehicle for life? We organise on-site visits and can provide more detailed explanations. Lets make your indepandent Star shine.
Number of visits :4830
This website was built using open-source software and handwritten Star Source code.
The content of this webpage is licenced under Creative Commons Licence 4.0 (CC BY-NC).